温州激光切割冷却器法兰生产厂 温州盛义机械制造有限公司
更新时间:2024-05-20 浏览数:17
所属行业:
加工 激光加工
发货地址:浙江省温州龙湾区
产品数量:5888.00个
价格:面议
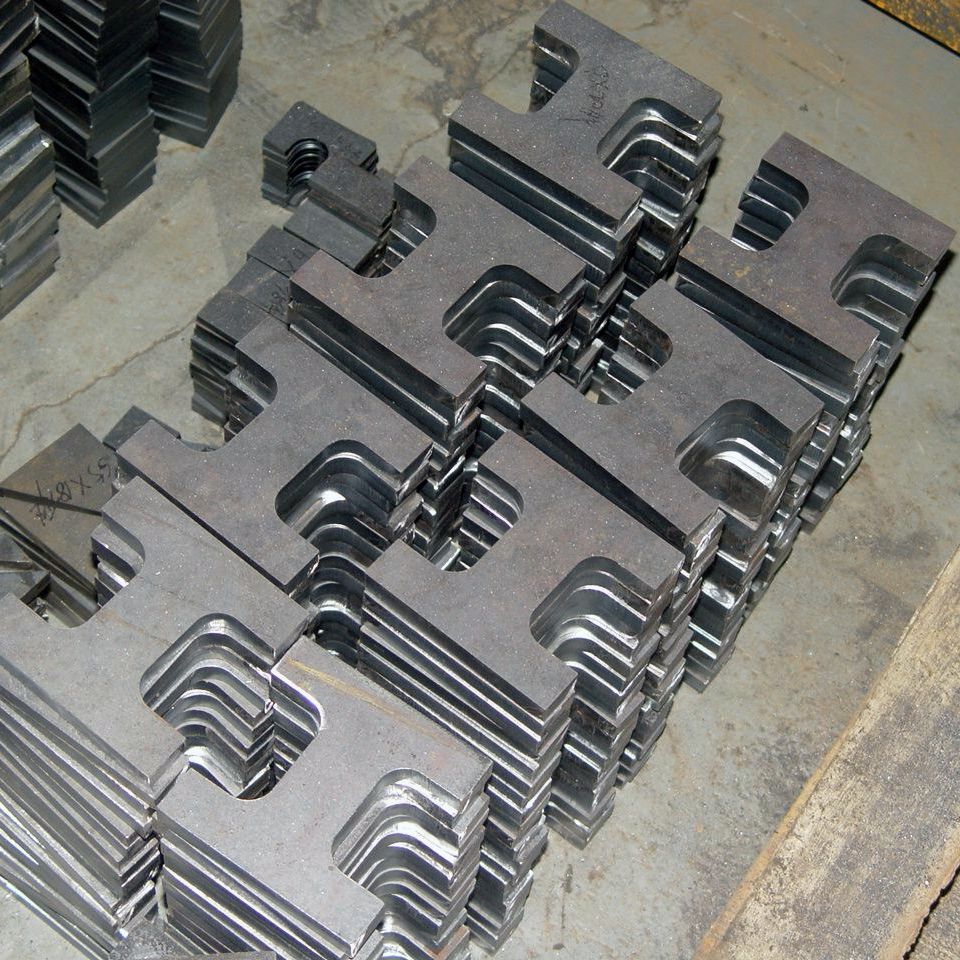
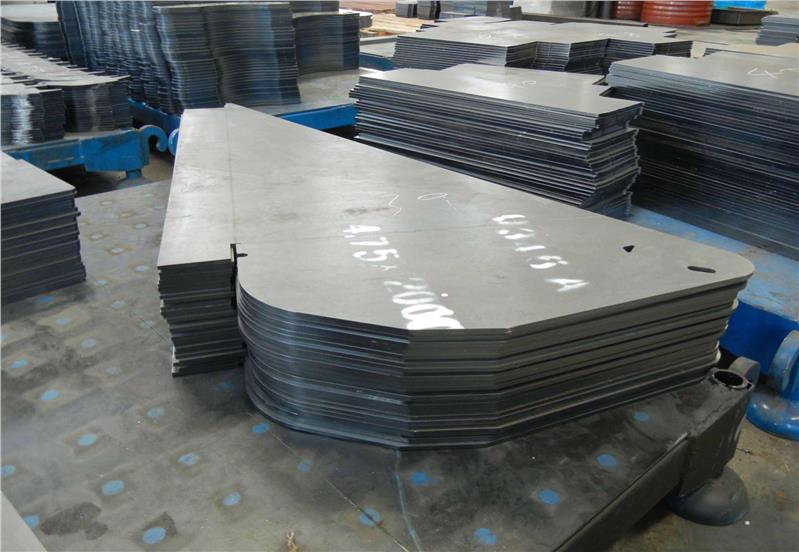
项目激光切割加工
厂名温州盛义机械
范围全国
产地温州龙湾
品牌盛义激光
间距精度变化
加工很多孔时,孔与孔之间的间距精度会出现偏差。由于在热膨胀情况下开孔,冷却收缩后,间距变小。我们可以在程序中补正收缩部分的精度或者灵活运用形状缩放功能。无论什么情况,都要在初期加工后,测定其加工尺寸,补误差。当间隔精度不随加工位置而变化,而是在整个加工区里都恶化时,其原因是机械精度的恶化而造成的。
发生穿孔不良的时间
随着加工时间的推移,加工不良的发生次数只见增加不见减少时,其原因可能是发振器故障引起的输出功率变动。如果增加冷却时间就能恢复的话,其原因可能是光学部件热透镜的作用引起的。这种情况下就需要维修光学部件,并与供应商联系。

发生穿孔不良的材料
对于发生穿孔不良的材料,要确认过去是否进行过良好加工,确认记录很重要。如果有过去加工的记录,就不需要调整加工条件,可以认定是加工机和光学部件的缺陷,进行检查找出原因。
碳纤维复合材料(CFRP)是工作报告部署的“中国制造2025”发展规划中需要着重解决的“量大面广的基础材料”和“制约制造业发展的关键战略材料”,其上下游产业链对重构我国新材料产业体系为重要,在航空**、轨道交通、船舶车辆、桥梁建筑、电动工具、电力电缆、压力容器、体育运动器材、风电发动机、燃料电池、特种管筒、和工业设备等领域有着实际和潜在的应用。

适当的穿孔条件
被加工物的厚度越厚,穿孔时间在整体加工时间中所占的比例就会增加,对缩短穿孔时间的要求就会提高。对穿孔时间缩短有效的加工条件参数是脉冲峰值输出功率和脉冲波形及平均输出功率。
激光功率应和加工类型、材料种类和厚度相匹配。功率必须足够高以至于工件上的功率密度**出加工阈值。
更高的激光功率可以切割更厚的材料连续模式主要用于切割毫米到厘米尺寸的金属和塑料的标准轮廓。而为了熔化穿孔或者产生精密的轮廓,则采用低频的脉冲激光。激光功率和切割速度必须互相匹配。太快或者太慢的切割速度都会导致粗糙度的增加和毛刺的形成。
http://khzuo.cn.b2b168.com